






Meticulous Engineering And Rugged Equipment Deliver Ever-Longer Laterals
By Danny Boyd
Time flies. Ten years ago, what was then Eclipse Resources began flowing natural gas and condensates from its Utica Purple Hayes No. 1H. With a lateral span of 18,544 feet drilled in 17.6 days using a BHA that was robust enough to complete the entire job in one run, the feat might have made the 10 o’clock news. It certainly turned industry heads.
Fast forward to today, and modern drilling techniques have made three- and four-milers run of the mill. In fact, the decision on whether to drill several two-milers or opt for ones that extend beyond four miles often comes down to whether the lease can accommodate the longer length.
With U-laterals gaining popularity, even lease boundaries may no longer be enough to restrain the industry’s penchant for drilling record-setting laterals. Whether they stay straight or curve back on themselves, these engineering feats have strong economic drivers. Exposing more source rock in the production zone boosts both initial production rates and estimated ultimate recoveries from each well, and achieving that goal with a single well costs less per lateral foot than drilling several shorter laterals.
But drilling or completing particularly long laterals is rarely easy, cautions Andy Biem, vice president of technical services at Altitude Energy Partners. “Drillers must contend with increased tortuosity, stick-slip tendencies and a host of other downhole challenges that can inhibit performance and lead to costly tool failures that force extra trips,” Biem says. “The key is to assess the risks and plan accordingly, optimizing wellbore placement, drilling system selection, and drill string design.”
The Perfect Wellbore
While the theoretically perfect wellbore minimizes doglegs and overall tortuosity, the reality is that even in ideal drilling conditions, BHAs shift vertically and azimuthally, Biem notes. This movement adds up to accumulated tortuosity that directional drillers have to combat when making steering decisions.
An engineered BHA design improves stability, allowing for introduction of intentional doglegs during sliding, while minimizing the tendency of that BHA to build or turn while rotating. The goal is to have a relatively neutral and balanced BHA during rotation but still allow drillers to adequately steer the assembly to make trajectory changes.
Optimizing stabilizer size and placement provides the balance needed to reduce vibrations and helps control the drilling angle and trajectory in longer wells. In many cases, stabilizers should be employed near the bit as well as placed farther back throughout the BHA.
Selecting the right drilling system is critical, Biem reports. Rotary steerable systems are more common in Appalachia, where lateral wellbores tend to be larger, with some up to 8.75-inches in diameter. However, operators might prefer conventional BHAs and slide drilling for applications in the Williston and Haynesville that involve laterals with six inch hole sizes, Biem says.
In slide drilling on long wells, transferring sufficient weight is especially demanding when making steering changes farther down the borehole.
Vibratory Tools
More effective vibratory tools are helping the string transfer weight to the bit in complicated slide drilling environments. In general, vibratory tools reduce the natural friction from drill pipe laying on the bottom of the hole, Biem explains.
Multiple vibratory tools are often deployed on long wells. For example, one tool may be 1,000 feet from the BHA, a second a few thousand feet farther up, and if required, a third 7,000-8,000 feet from the assembly.
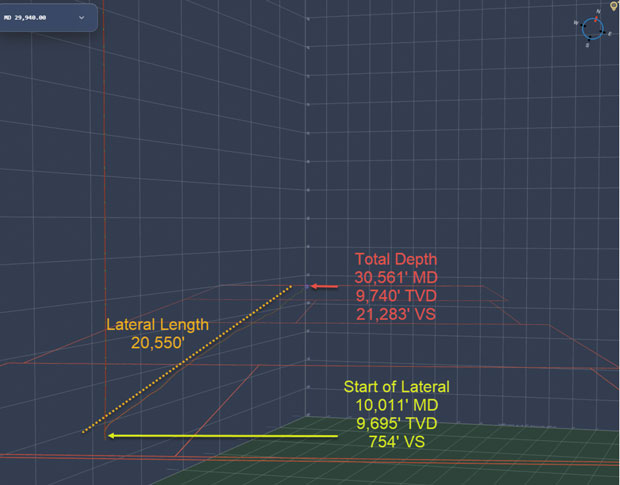
This survey shows a West Texas well with a total depth of 30,561 feet, including a lateral that is almost four miles long. According to Altitude Energy Partners, such long laterals have become increasingly common as operators look for ways to access more productive rock at lower cost. It helps that improvements to drilling equipment and techniques have greatly reduced the risks associated with the extra length.
Some of the latest vibratory tools can be selectively activated as drilling proceeds into the deepest sections of the lateral instead of vibrating throughout drilling. Constantly operating vibratory tools from the start increases the risk of degrading MWD tools’ ability to transmit information to the surface, Biem says.
Now, vibratory tools can be selectively activated by dropping a ball down the drill string. When the ball seats, the flow of drilling mud is redirected and creates a change in hydraulic pressure that activates the tool. In addition to protecting MWD and other sensitive tools, the delay can postpone the need for extra hydraulic pressure required to operate the tool throughout drilling. Additional tools of any kind can come with trade-offs that affect pressure.
“Extra tools can have this compounding effect with extra pressure drops and frequencies that drilling engineers have to take into consideration,” Biem says.
Other techniques to reduce friction and torque include oscillating the drill string in alternating clockwise and counterclockwise rotation. Top drive control systems can be programmed to dictate rotation frequency, speed and direction. This creates a rocking motion in the drill string that breaks friction to enhance sliding performance.
Improvements to mud motors also contribute to success in long laterals. Biem says Altitude works with OEM partners to create mud motor power section technology that can deliver higher horsepower under higher flow rate conditions for longer periods of time.
These mud motors benefit from mud pumps that focus on durability and capacity, sending more fluid at higher pressures through the motor and drill string as well lengths increase, Biem says. To improve their longevity and reliability, the pumps may be made from alternative materials. For example, nonmagnetic alloys can be used in place of conventional steel in some cases.
Coupling the BHA and drill string together is also a critical piece of the puzzle. More durable threaded connections between the power section and the bottom end of the mud motor are helping to extend motor life, as are modern elastomers and rotor coatings. Collectively, these advances have helped drillers double mud motor horsepower from 300 to 600 over the past 15 years.
Pipe Advancements
Innovations in tubulars and connections are also making a major difference in long laterals. As laterals extend farther in basins across the country, more durable production casing is crucial, says Heather Byers, director of technical sales at Vallourec USA.
In ultralong wells, operators increasingly specify production casing with optimized outside diameters and wall thickness combinations to maximize internal flow. The extra space improves fracture efficiency by reducing the pressure lost to friction as the fluid travels downhole, Byers explains. She says Vallourec is responding to the need by refining manufacturing processes to deliver casing with custom OD-wall designs and thicker, highly uniform wall profiles that meet the demands of higher fracture pressure capacity along the ultralong laterals.
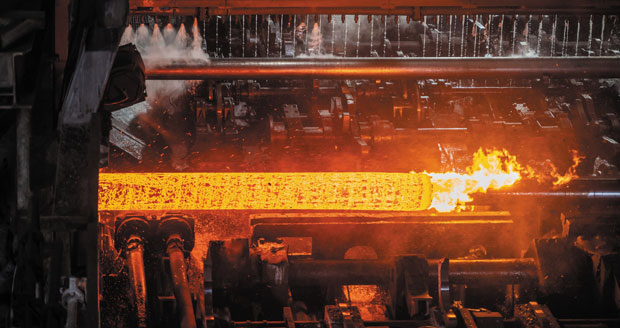
The manufacturing process for seamless tubes includes using a mandrel to pierce and expand the cavity of a heated billet until it reaches the desired size. According to Vallourec USA, which captured this photo at one of its facilities in Youngstown, Oh., many tubulars bound for shale plays combine an optimal outer diameter with a thick, uniform wall profile. This ensures they have sufficient pressure capacity to enable modern frac designs in ultralong laterals.
The company is also engineering pipe with elements that improve durability, Byers reports. These elements have become more popular as drilling activity in some basins has moved to second-tier assets with production streams containing more hydrogen sulfide and other harsh gases.
To guard against failure, steel chemistries more frequently include higher-end alloys such as chromium and molybdenum that improve corrosion resistance and sour service performance.
“We take special care when heat treating the pipe for strength, ductility, and corrosion resistance. Steel is like baking a cake. You can put all the ingredients in it the right way, but if you don’t bake it at the right temperature and for the right amount of time, it doesn’t come out right,” Byers says. “We take a lot of care in making sure that our steel quality is top notch and that our recipes are consistent and repeatable.”
Connection designs and manufacturing standards also are evolving to accommodate the needs of long lateral completions. Gone are the days when connectors were expected to simply hold pressure and the weight of the string at the top. Operators now need to consider the impact of torque and tension on connection integrity, as those connections must endure constant rotation and loading during installation in the ultralong laterals.
Vallourec has developed modeling simulations and physical test methods to simulate torque and tension as it evaluates design and manufacturing approaches, Byers says. One major innovation involved the development of dovetail style thread forms, which lock tightly in place and can withstand extreme torque.
“Torque is the name of the game in thread design now,” she says. “You can’t put a connection out for the North American shale market that does not have a high operational torque rating.”
To verify that its connections will excel in unconventional plays, Byers says Vallourec has developed a shale-specific test protocol that examines connection fatigue and other issues from rotating the connections to bottom, along with pressure cycling with more than 100 high-pressure fracture cycles. Noting that the company has a research and development division in Houston, she says Vallourec works directly with operators to identify the best solutions for specific projects.
Wireline Automation
Automation is improving wireline performance in ultralong laterals by making it possible to run in and out of hole quickly without experiencing complications, says Nadir Nery, president of Horizontal Wireline Services, which focuses chiefly on plug-and-perf completions in the Permian, Eagle Ford, Appalachia and Mid-Continent.

By using electric wireline units to automate adjustments to the winch speed, Horizontal Wireline Services can prevent sharp increases or reductions in cable tension. The company says this automation has helped it safely increase running speeds, a critical benefit as operators push laterals ever farther.
Before it could develop meaningful automation, Horizontal had to move from units based around hydraulic power to ones that leverage electric drives, which enable far more precise control and rapid adjustments. Based in Irwin, Pa., the company manufactures its electric units in-house. These units have helped the company double running speeds and improved safety through automated control of winch speeds to mitigate sharp increases and reductions in tension.
Variables that affect wireline cable tension include speed, torque, velocity, well profile and frac pump rates. If tension increases sharply, the perf gun could be lost or the cable overstretched. Tension that is too low can lead to cable piling up and getting stuck downhole, Nery explains.
But programmable logic controllers can make adjustments in speed via variable frequency drives far faster than people can, allowing quick mitigation of potential complications in long-lateral completions.
“This technology has allowed us to safely go downhole deeper and navigate those obvious severities and deviations, especially on U.S. shale,” Nery says.
The goal with automation is not to replace people on location but to allow them to focus on overall operations and safety issues, Nery emphasizes. To allow the automation system to consider as many relevant factors as possible, the trucks use a simple communications protocol that allows them to connect to almost any sensor on location.
Polymer-Coated Cables
During a wireline run, wireline crews set up a pressure control package, crane and wireline. A cable is threaded through a two-pulley system, with one pulley at the base of the well and the other at the top of a crane. The cable is then threaded through equipment that holds back pressure as it is pumped down the hole and pulled back up.
Today, Horizontal uses cables with polymer coatings. The company began evaluating those cables in 2016 and 2017 based on experiences in the Northeast, recalls Blake Fenton, vice president of service quality. As wells in the Marcellus and Utica got deeper and laterals lengthened, friction made it more difficult to pull conventional cables back up after perforating and setting plugs.
“Think about running cable like walking through a forest with a string. Eventually, it wraps around so many trees that it ends up being extremely hard to pull, and we were at this impasse where we had to figure out how to do the work while still being within the operating parameters of not breaking or crushing the line,” he says.
Coating the cables with friction-reducing polymers helped, but it could not have resolved the issue on its own, says Michael McGuire, vice president of operations.
“Those three- and four-mile laterals wouldn’t be possible without straighter wells. Drilling had to get better, which in turn also made our lives easier,” he says. “Then coated cables lowered that coefficient of friction, which made it possible for us to get out of those wells safely at speeds that allowed us to keep up with operations.”
With straighter wells contributing, the polymer-coated cable sharply reduced friction by 25 to 50%, enabling the company to accelerate running speeds without applying excessive torque to the cable. Even at faster speeds, McGuire says downhole complications have become increasingly rare for the company.
For other great articles about exploration, drilling, completions and production, subscribe to The American Oil & Gas Reporter and bookmark www.aogr.com.